

|
| MOQ: | 900KG |
| ราคา: | Negotiation |
| บรรจุภัณฑ์มาตรฐาน: | 25KG / CTN, 36CTN / PALLET หรือบรรจุภัณฑ์ขนาดเล็ก |
| ระยะเวลาการจัดส่ง: | 30 วัน |
| วิธีการชำระเงิน: | L / C, T / T |
| ความสามารถในการจัดหา: | 500Ton / เดือน |
ข้อมูลจำเพาะ
DIN 933 - สลักเกลียวหัวหกเหลี่ยมพร้อมเกลียวขึ้นไปที่ส่วนหัว
บรรทัดฐานปัจจุบัน: DIN EN 24017
บรรทัดฐานที่เท่าเทียมกัน:ISO 4017;CSN 021103;พน 82105;ยูนิ 5739;สหภาพยุโรป 24017
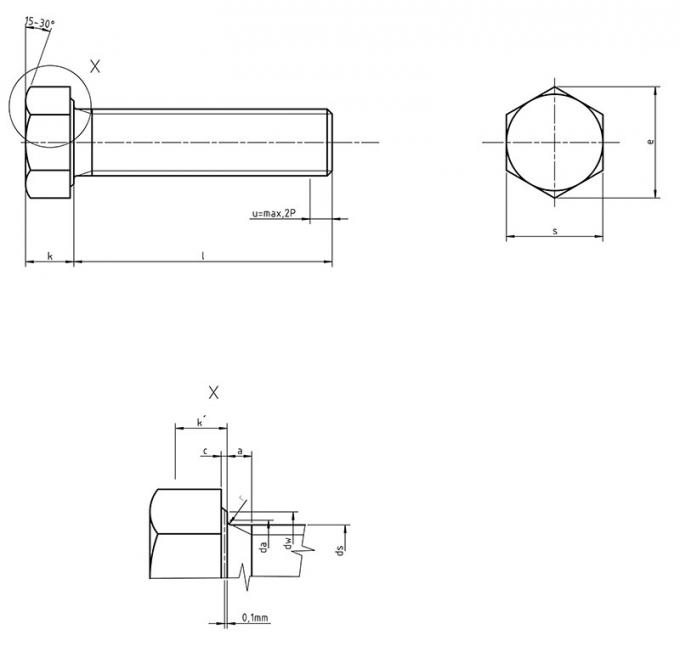
ล - ความยาวของสลักเกลียว
ง - เส้นผ่านศูนย์กลางเล็กน้อยของด้าย
k - ความสูงของศีรษะ
ร - รัศมี
จ - เส้นผ่านศูนย์กลางของวงกลมที่ล้อมรอบ (ไม่น้อยกว่า)
เอส - ขนาดหัวหกเหลี่ยมแบบครบวงจร
ค - ความหนาของคอยึด
ก - ตัดความยาว
| Závit D. | M1,6 | M2 | M2,5 | ลบ.ม. | M4 | M5 | M6 | M8 | M10 | M12 | |
| ป | 0,35 | 0,4 | 0,45 | 0,5 | 0,7 | 0,38 | 1 | 1,25 | 1,5 | 1,75 | |
| ก | สูงสุด | 1,05 | 1,2 | 1,35 | 1,5 | 2,1 | 2,4 | 3 | 4 | 4,5 | 5,3 |
| นาที | 0,35 | 0,4 | 0,45 | 0,5 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | |
| ค | สูงสุด | 0,25 | 0,25 | 0,25 | 0,4 | 0,4 | 0,5 | 0,5 | 0,6 | 0,6 | 0,6 |
| นาที | 0,1 | 0,1 | 0,1 | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | |
| ดา | สูงสุด | 2 | 2,6 | 3,1 | 3,6 | 4,7 | 5,7 | 6,8 | 9,2 | 11,2 | 13,7 |
| dw | การผลิต คลาส A ขั้นต่ำ |
2,27 | 3,07 | 4,07 | 4,57 | 5,88 | 6,88 | 8,88 | 11,63 | 14,63 | 16,63 |
| การผลิต คลาส B นาที |
2,3 | 2,95 | 3,95 | 4,45 | 5,74 | 6,74 | 8,74 | 11,47 | 14,47 | 16,47 | |
| จ | การผลิต คลาส A ขั้นต่ำ |
3,41 | 4,32 | 5,45 | 6,01 | 7,66 | 8,79 | 11,05 | 14,38 | 17,77 | 20,03 |
| การผลิต คลาส B นาที |
3,28 | 4,18 | 5,31 | 5,88 | 7,5 | 8,63 | 10,89 | 14,2 | 17,59 | 19,85 | |
| k | ระบุ | 1,1 | 1,4 | 1,7 | 2 | 2,8 | 3,5 | 4 | 5,3 | 6,4 | 7,5 |
| การผลิต คลาส A สูงสุด |
1,225 | 1,525 | 1,825 | 2,125 | 2,925 | 3,65 | 4,15 | 5,45 | 6,58 | 7,68 | |
| การผลิต คลาส A ขั้นต่ำ |
0,975 | 1,275 | 1,575 | 1,875 | 2,675 | 3,35 | 3,85 | 5,15 | 6,22 | 7,32 | |
| การผลิต คลาส B สูงสุด |
1,3 | 1,6 | 1,9 | 2,2 | 3 | 3,74 | 4,24 | 5,54 | 6,69 | 7,79 | |
| การผลิต คลาส B นาที |
0,9 | 1,2 | 1,5 | 1,8 | 2,6 | 3,26 | 3,76 | 5,06 | 6,11 | 7,21 | |
| กิโลวัตต์ | การผลิต คลาส A ขั้นต่ำ |
0,68 | 0,89 | 1,1 | 1,31 | 1,87 | 2,35 | 2,7 | 3,61 | 4,35 | 5,12 |
| การผลิต คลาส B นาที |
0,63 | 0,84 | 1,05 | 1,26 | 1,82 | 2,28 | 2,63 | 3,54 | 4,28 | 5,05 | |
| ร | นาที | 0,1 | 0,1 | 0,1 | 0,1 | 0,2 | 0,2 | 0,25 | 0,4 | 0,4 | 0,6 |
| เอส | ค่าสูงสุดที่กำหนด | 3,2 | 4 | 5 | 5,5 | 7 | 8 | 10 | 13 | 16 | 18 |
| การผลิต คลาส A ขั้นต่ำ |
3,02 | 3,82 | 4,82 | 5,32 | 6,78 | 7,78 | 9,78 | 12,73 | 15,73 | 17,73 | |
| การผลิต คลาส B นาที |
2,9 | 3,7 | 4,7 | 5,2 | 6,64 | 7,64 | 9,64 | 12,57 | 15,57 | 17,57 | |
| Závit D. | M16 | M20 | M24 | M30 | M36 | M42 | M48 | M56 | M64 | ||
| ป | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 | ||
| ก | สูงสุด | 6 | 7,5 | 9 | 10,5 | 12 | 13,5 | 15 | 16,5 | 18 | |
| นาที | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 | ||
| ค | สูงสุด | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 1 | 1 | 1 | 1 | |
| นาที | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,3 | 0,3 | 0,3 | 0,3 | ||
| ดา | สูงสุด | 17,7 | 22,4 | 26,4 | 33,4 | 39,4 | 45,6 | 52,6 | 63 | 71 | |
| dw | การผลิต คลาส A ขั้นต่ำ |
22,49 | 28,19 | 33,61 | - | - | - | - | - | - | |
| การผลิต คลาส B นาที |
22 | 27,7 | 33,25 | 42,75 | 51,11 | 59,95 | 69,45 | 78,66 | 88,16 | ||
| จ | การผลิต คลาส A ขั้นต่ำ |
26,75 | 33,53 | 39,98 | - | - | - | - | - | - | |
| การผลิต คลาส B นาที |
26,17 | 32,95 | 39,55 | 50,85 | 60,79 | 71,3 | 82,6 | 93,56 | 104,86 | ||
| k | ระบุ | 10 | 12,5 | 15 | 18,7 | 22,5 | 26 | 30 | 35 | 40 | |
| การผลิต คลาส A สูงสุด |
10,18 | 12,715 | 15,215 | - | - | - | - | - | - | ||
| การผลิต คลาส A ขั้นต่ำ |
9,82 | 12,285 | 14,785 | - | - | - | - | - | - | ||
| การผลิต คลาส B สูงสุด |
10,29 | 12,85 | 15,35 | 19,12 | 22,95 | 26,42 | 30,42 | 35,5 | 40,5 | ||
| การผลิต คลาส B ขั้นต่ำ |
9,71 | 12,15 | 14,65 | 18,28 | 22,08 | 25,58 | 29,58 | 34,5 | 39,5 | ||
| กิโลวัตต์ | การผลิต คลาส A ขั้นต่ำ |
6,87 | 8,6 | 10,35 | - | - | - | - | - | - | |
| การผลิต คลาส B ขั้นต่ำ |
6,8 | 8,51 | 10,26 | 12,8 | 15,46 | 17,91 | 20,71 | 24,15 | 27,65 | ||
| ร | นาที | 0,6 | 0,8 | 0,8 | 1 | 1 | 1,2 | 1,6 | 2 | 2 | |
| เอส | ค่าสูงสุดที่กำหนด | 24 | 30 | 36 | 46 | 55 | 65 | 75 | 85 | 95 | |
| การผลิต คลาส A ขั้นต่ำ |
23,67 | 29,67 | 35,38 | - | - | - | - | - | - | ||
| การผลิต คลาส B นาที |
23,16 | 29,16 | 35 | 45 | 53,8 | 63,1 | 73,1 | 82,8 | 92,8 | ||
| (ขนาดที่ไม่เป็นมาตรฐาน) | M3,5 | M14 | M18 | M22 | M27 | M33 | M39 | M45 | M52 | M60 | |
| ป | 0,6 | 2 | 2,5 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | |
| ก | สูงสุด | 1,8 | 6 | 7,5 | 7,5 | 9 | 10,5 | 12 | 13,5 | 15 | 16,5 |
| นาที | 0,6 | 2 | 2,5 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | |
| ค | สูงสุด | 0,4 | 0,6 | 0,8 | 0,8 | 0,8 | 0,8 | 1 | 1 | 1 | 1 |
| นาที | 0,15 | 0,15 | 0,2 | 0,2 | 0,2 | 0,2 | 0,3 | 0,3 | 0,3 | 0,3 | |
| ดา | สูงสุด | 4,1 | 15,7 | 20,2 | 24,4 | 30,4 | 36,4 | 42,4 | 48,6 | 56,6 | 67 |
| dw | การผลิต คลาส A ขั้นต่ำ |
5,07 | 19,64 | 25,34 | 31,71 | - | - | - | - | - | - |
| การผลิต คลาส B นาที |
4,95 | 19,15 | 24,85 | 31,35 | 38 | 46,55 | 55,86 | 64,7 | 74,2 | 83,41 | |
| จ | การผลิต คลาส A ขั้นต่ำ |
6,58 | 23,36 | 30,14 | 37,72 | - | - | - | - | - | - |
| การผลิต คลาส B นาที |
6,44 | 22,78 | 29,56 | 37,29 | 45,2 | 55,37 | 66,44 | 76,95 | 88,25 | 99,21 | |
| k | ระบุ | 2,4 | 8,8 | 11,5 | 14 | 17 | 21 | 25 | 28 | 33 | 38 |
| การผลิต คลาส A สูงสุด |
2,525 | 8,98 | 11,715 | 14,215 | - | - | - | - | - | - | |
| การผลิต คลาส A ขั้นต่ำ |
2,275 | 8,62 | 11,285 | 13,785 | - | - | - | - | - | - | |
| การผลิต คลาส B สูงสุด |
2,6 | 9,09 | 11,85 | 14,35 | 17,35 | 21,42 | 25,42 | 28,42 | 33,5 | 38,5 | |
| การผลิต คลาส B นาที |
2,2 | 8,51 | 11,15 | 13,65 | 16,65 | 20,58 | 24,58 | 27,58 | 32,5 | 37,5 | |
| กิโลวัตต์ | การผลิต คลาส A ขั้นต่ำ |
1,59 | 6,03 | 7,9 | 9,65 | - | - | - | - | - | - |
| การผลิต คลาส B นาที |
1,54 | 5,96 | 7,81 | 9,56 | 11,66 | 14,41 | 17,21 | 19,31 | 22,75 | 26,25 | |
| ร | นาที | 0,1 | 0,6 | 0,6 | 0,8 | 1 | 1 | 1 | 1,2 | 1,6 | 2 |
| เอส | ค่าสูงสุดที่กำหนด | 6 | 21 | 27 | 34 | 41 | 50 | 60 | 70 | 80 | 90 |
| การผลิต คลาส A ขั้นต่ำ |
5,82 | 20,67 | 26,67 | 33,38 | - | - | - | - | - | - | |
| การผลิต คลาส B นาที |
5,7 | 20,16 | 26,16 | 33 | 40 | 49 | 58,8 | 68,1 | 78,1 | 87,8 | |
ผังกระบวนการ
การตีขึ้นรูปเย็น
การอบชุบ (ถ้าจำเป็น) ➨การวาดแบบมีสาย➨การตีก้อน➨การรีดเกลียว➨ทำการรักษาความร้อน (หากต้องการ) ➨ เสร็จสิ้น ➨ การบรรจุ
การตีขึ้นรูปร้อน
วัสดุตัด ➨ การตีขึ้นรูปร้อน ➨ การหมุน ➨เส้นผ่านศูนย์กลางหด (ด้ายครึ่ง) ➨รีดเกลียว ➨ ทำการรักษาความร้อน (หากต้องการ) ➨ เสร็จสิ้น ➨ การบรรจุ
เกรดผลิตภัณฑ์
304 เกรด A2-70 A2-80 316 เกรด A4-70 A4-80
Materและส่วนประกอบทางเคมีials
| องค์ประกอบทางเคมี (%) | ||||||||||
| ประเภท | ค | ศรี | Mn | ป | ส | นิ | Cr | โม | Cu | อื่น ๆ |
| ≤ | ≤ | ≤ | ≤ | ≤ | ≥ | ≥ | ≥ | ≈ | ||
| 201Cu | 0.08 | 1.00 | 7.5-10 | 0.06 | 0.03 | 4.00-6.00 น | 14.0-17.0 | 2.0-3.0 | ||
| 201 | 0.15 | 1.00 | 8.50 | 0.06 | 0.03 | 3.50-5.50 | 16.0-18.0 | N≤0.25 | ||
| 130M / 202 | 0.15 | 1.00 | 7.5-10 | 0.06 | 0.03 | 4.00-6.00 น | 17.0-19.0 | N≤0.25 | ||
| 202 | 0.15 | 1.00 | 7.5-10 | 0.06 | 0.03 | 4.00-6.00 น | 17.0-19.0 | |||
| 301 | 0.15 | 1.00 | 2.00 | 0.045 | 0.03 | 5.00-8.00 น | 16.0-18.0 | |||
| 302 | 0.15 | 1.00 | 2.00 | 0.045 | 0.03 | 8.00-10.0 น | 17.0-19.0 | |||
| XM7 (302HQ) |
0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 8.50-10.5 | 17.0-9.00 น | 3.0-4.0 | ||
| 303 | 0.15 | 1.00 | 2.00 | 0.20 | ≥0.15 | 8.00-10.0 น | 17.0-19.0 | ≤0.60 | ||
| 303Cu | 0.15 | 1.00 | 3.00 | 0.20 | ≥0.15 | 8.0-10.0 | 17.0-19.0 | ≤0.60 | 1.5-3.5 | |
| 304 | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 8.00-10.0 น | 18.0-20.0 | |||
| 304H | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 8.0-10.0 | 18.0-20.0 | |||
| 304HC | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 8.00-10.0 น | 17.0-19.0 | 2.0-3.0 | ||
| 304HCM | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 8.0-10.0 | 17.0-19.0 | 2.5-4.0 | ||
| 304L | 0.03 | 1.00 | 2.00 | 0.045 | 0.03 | 9.0-13.0 | 18.0-20.0 | |||
| 304 ม | 0.06 | 1.00 | 2.00 | 0.045 | 0.03 | 8.50-10.0 | 18.0-20.0 | |||
| 305 | 0.12 | 1.00 | 2.00 | 0.045 | 0.03 | 10.5-13.0 | 17.0-19.0 | |||
| 305J1 | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 11.0-13.5 | 16.5-19.0 | |||
| 309S | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 12.0-15.0 | 22.0-14.0 | |||
| 310S | 0.08 | 1.50 | 2.00 | 0.045 | 0.03 | 19.0-22.0 | 24.0-26.0 | |||
| 314 | 0.25 | 15. -3.0 | 2.00 | 0.040 | 0.03 | 19.0--22.0 | 24.0-26.0 | |||
| 316 | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 | ||
| 316Cu | 0.03 | 1.00 | 2.00 | 0.045 | 0.03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 | 2.0-3.0 | |
| 316L (12Ni) |
0.03 | 1.00 | 2.00 | 0.045 | 0.03 | 12.0-15.0 | 16.0-18.0 | 2.0-3.0 | ||
| 316L (10 นิ) |
0.03 | 1.00 | 2.00 | 0.045 | 0.03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 | ||
| 321 | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 9.00-13.0 | 17.0-19.0 | Ti≤5 * C% | ||
| 410 | 0.15 | 1.00 | 0.03 | 11.5-13.5 | ||||||
| 416 | 0.15 | 1.25 | ≥0.15 | 12.0-14.0 | ||||||
| 420 | 0.26-0.4 | 1.00 | 0.03 | 12.0-14.0 | ||||||
| 410 ล | 0.30 น | 1.00 | 1.00 | 0.040 | 0.03 | 11.5-13.5 | ||||
| 430 | 0.12 | 0.75 | 1.00 | 0.040 | 0.03 | 16.0-18.0 | ||||
| 430F | 0.12 | 1.00 | 1.25 | 0.060 | 0.15 | 16.0-18.0 | ||||
| 631 (J1) | 0.09 | 1.00 | 1.00 | 0.040 | 0.03 | 6.50-8.50 น | 16.0-18.0 | อัล 0.75-1.5 | ||
| 2520 | 0.08 | 1.00 | 2.00 | 0.035 | 0.03 | 19.0-22.0 | 24.0-26.0 | |||
การบรรจุ
QBH BULK
20-25KG / หีบ 36CTNS / PALLET
20-30KG / BAGS, 36BAGS / PALLET
หนึ่งตัน / กล่อง
50 กก. / กลองเหล็ก 12 เหล็กกลอง / พาเลท
QBH บรรจุภัณฑ์ขนาดเล็ก
บรรจุในกล่องขนาดเล็กตามความต้องการของลูกค้า
บรรจุในถุงพลาสติกตามความต้องการของลูกค้า
ประเภท QBH PALLET
พาเลทไม้อัดแข็ง
ยูโรพาเลท
สาม SPLINT PALLET
กล่องไม้
ข้อดีของ QBH
การประยุกต์ใช้ผลิตภัณฑ์
DIN 933 เป็นสกรูรูปหกเหลี่ยมผลิตจากเหล็กสลักเกลียวเมตริกเกรด 10.9 ผลิตโดยใช้วัสดุสลักเกลียว DIN 933 เช่นเหล็กกล้าคาร์บอนปานกลางโลหะผสมเหล็กกล้าคาร์บอนปานกลางหรือเหล็กกล้าคาร์บอนโบรอนต่ำเพื่อให้มีคุณสมบัติเป็นสลักเกลียว DIN 933 เกรด 10.9 เมตริกการจัดสรรจะต้องได้รับการประมวลผลทั้งการชุบและการแบ่งเบาบรรเทาโดยปกติแล้วไฟล์สลักเกลียว DIN 933 10.9 ใช้ในงานสลักชิ้นส่วนขนาดใหญ่และปลอมแปลงและอุตสาหกรรมยานยนต์ด้วย
|
|
| MOQ: | 900KG |
| ราคา: | Negotiation |
| บรรจุภัณฑ์มาตรฐาน: | 25KG / CTN, 36CTN / PALLET หรือบรรจุภัณฑ์ขนาดเล็ก |
| ระยะเวลาการจัดส่ง: | 30 วัน |
| วิธีการชำระเงิน: | L / C, T / T |
| ความสามารถในการจัดหา: | 500Ton / เดือน |
ข้อมูลจำเพาะ
DIN 933 - สลักเกลียวหัวหกเหลี่ยมพร้อมเกลียวขึ้นไปที่ส่วนหัว
บรรทัดฐานปัจจุบัน: DIN EN 24017
บรรทัดฐานที่เท่าเทียมกัน:ISO 4017;CSN 021103;พน 82105;ยูนิ 5739;สหภาพยุโรป 24017
ล - ความยาวของสลักเกลียว
ง - เส้นผ่านศูนย์กลางเล็กน้อยของด้าย
k - ความสูงของศีรษะ
ร - รัศมี
จ - เส้นผ่านศูนย์กลางของวงกลมที่ล้อมรอบ (ไม่น้อยกว่า)
เอส - ขนาดหัวหกเหลี่ยมแบบครบวงจร
ค - ความหนาของคอยึด
ก - ตัดความยาว
| Závit D. | M1,6 | M2 | M2,5 | ลบ.ม. | M4 | M5 | M6 | M8 | M10 | M12 | |
| ป | 0,35 | 0,4 | 0,45 | 0,5 | 0,7 | 0,38 | 1 | 1,25 | 1,5 | 1,75 | |
| ก | สูงสุด | 1,05 | 1,2 | 1,35 | 1,5 | 2,1 | 2,4 | 3 | 4 | 4,5 | 5,3 |
| นาที | 0,35 | 0,4 | 0,45 | 0,5 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | |
| ค | สูงสุด | 0,25 | 0,25 | 0,25 | 0,4 | 0,4 | 0,5 | 0,5 | 0,6 | 0,6 | 0,6 |
| นาที | 0,1 | 0,1 | 0,1 | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | |
| ดา | สูงสุด | 2 | 2,6 | 3,1 | 3,6 | 4,7 | 5,7 | 6,8 | 9,2 | 11,2 | 13,7 |
| dw | การผลิต คลาส A ขั้นต่ำ |
2,27 | 3,07 | 4,07 | 4,57 | 5,88 | 6,88 | 8,88 | 11,63 | 14,63 | 16,63 |
| การผลิต คลาส B นาที |
2,3 | 2,95 | 3,95 | 4,45 | 5,74 | 6,74 | 8,74 | 11,47 | 14,47 | 16,47 | |
| จ | การผลิต คลาส A ขั้นต่ำ |
3,41 | 4,32 | 5,45 | 6,01 | 7,66 | 8,79 | 11,05 | 14,38 | 17,77 | 20,03 |
| การผลิต คลาส B นาที |
3,28 | 4,18 | 5,31 | 5,88 | 7,5 | 8,63 | 10,89 | 14,2 | 17,59 | 19,85 | |
| k | ระบุ | 1,1 | 1,4 | 1,7 | 2 | 2,8 | 3,5 | 4 | 5,3 | 6,4 | 7,5 |
| การผลิต คลาส A สูงสุด |
1,225 | 1,525 | 1,825 | 2,125 | 2,925 | 3,65 | 4,15 | 5,45 | 6,58 | 7,68 | |
| การผลิต คลาส A ขั้นต่ำ |
0,975 | 1,275 | 1,575 | 1,875 | 2,675 | 3,35 | 3,85 | 5,15 | 6,22 | 7,32 | |
| การผลิต คลาส B สูงสุด |
1,3 | 1,6 | 1,9 | 2,2 | 3 | 3,74 | 4,24 | 5,54 | 6,69 | 7,79 | |
| การผลิต คลาส B นาที |
0,9 | 1,2 | 1,5 | 1,8 | 2,6 | 3,26 | 3,76 | 5,06 | 6,11 | 7,21 | |
| กิโลวัตต์ | การผลิต คลาส A ขั้นต่ำ |
0,68 | 0,89 | 1,1 | 1,31 | 1,87 | 2,35 | 2,7 | 3,61 | 4,35 | 5,12 |
| การผลิต คลาส B นาที |
0,63 | 0,84 | 1,05 | 1,26 | 1,82 | 2,28 | 2,63 | 3,54 | 4,28 | 5,05 | |
| ร | นาที | 0,1 | 0,1 | 0,1 | 0,1 | 0,2 | 0,2 | 0,25 | 0,4 | 0,4 | 0,6 |
| เอส | ค่าสูงสุดที่กำหนด | 3,2 | 4 | 5 | 5,5 | 7 | 8 | 10 | 13 | 16 | 18 |
| การผลิต คลาส A ขั้นต่ำ |
3,02 | 3,82 | 4,82 | 5,32 | 6,78 | 7,78 | 9,78 | 12,73 | 15,73 | 17,73 | |
| การผลิต คลาส B นาที |
2,9 | 3,7 | 4,7 | 5,2 | 6,64 | 7,64 | 9,64 | 12,57 | 15,57 | 17,57 | |
| Závit D. | M16 | M20 | M24 | M30 | M36 | M42 | M48 | M56 | M64 | ||
| ป | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 | ||
| ก | สูงสุด | 6 | 7,5 | 9 | 10,5 | 12 | 13,5 | 15 | 16,5 | 18 | |
| นาที | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 | ||
| ค | สูงสุด | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 1 | 1 | 1 | 1 | |
| นาที | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,3 | 0,3 | 0,3 | 0,3 | ||
| ดา | สูงสุด | 17,7 | 22,4 | 26,4 | 33,4 | 39,4 | 45,6 | 52,6 | 63 | 71 | |
| dw | การผลิต คลาส A ขั้นต่ำ |
22,49 | 28,19 | 33,61 | - | - | - | - | - | - | |
| การผลิต คลาส B นาที |
22 | 27,7 | 33,25 | 42,75 | 51,11 | 59,95 | 69,45 | 78,66 | 88,16 | ||
| จ | การผลิต คลาส A ขั้นต่ำ |
26,75 | 33,53 | 39,98 | - | - | - | - | - | - | |
| การผลิต คลาส B นาที |
26,17 | 32,95 | 39,55 | 50,85 | 60,79 | 71,3 | 82,6 | 93,56 | 104,86 | ||
| k | ระบุ | 10 | 12,5 | 15 | 18,7 | 22,5 | 26 | 30 | 35 | 40 | |
| การผลิต คลาส A สูงสุด |
10,18 | 12,715 | 15,215 | - | - | - | - | - | - | ||
| การผลิต คลาส A ขั้นต่ำ |
9,82 | 12,285 | 14,785 | - | - | - | - | - | - | ||
| การผลิต คลาส B สูงสุด |
10,29 | 12,85 | 15,35 | 19,12 | 22,95 | 26,42 | 30,42 | 35,5 | 40,5 | ||
| การผลิต คลาส B ขั้นต่ำ |
9,71 | 12,15 | 14,65 | 18,28 | 22,08 | 25,58 | 29,58 | 34,5 | 39,5 | ||
| กิโลวัตต์ | การผลิต คลาส A ขั้นต่ำ |
6,87 | 8,6 | 10,35 | - | - | - | - | - | - | |
| การผลิต คลาส B ขั้นต่ำ |
6,8 | 8,51 | 10,26 | 12,8 | 15,46 | 17,91 | 20,71 | 24,15 | 27,65 | ||
| ร | นาที | 0,6 | 0,8 | 0,8 | 1 | 1 | 1,2 | 1,6 | 2 | 2 | |
| เอส | ค่าสูงสุดที่กำหนด | 24 | 30 | 36 | 46 | 55 | 65 | 75 | 85 | 95 | |
| การผลิต คลาส A ขั้นต่ำ |
23,67 | 29,67 | 35,38 | - | - | - | - | - | - | ||
| การผลิต คลาส B นาที |
23,16 | 29,16 | 35 | 45 | 53,8 | 63,1 | 73,1 | 82,8 | 92,8 | ||
| (ขนาดที่ไม่เป็นมาตรฐาน) | M3,5 | M14 | M18 | M22 | M27 | M33 | M39 | M45 | M52 | M60 | |
| ป | 0,6 | 2 | 2,5 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | |
| ก | สูงสุด | 1,8 | 6 | 7,5 | 7,5 | 9 | 10,5 | 12 | 13,5 | 15 | 16,5 |
| นาที | 0,6 | 2 | 2,5 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | |
| ค | สูงสุด | 0,4 | 0,6 | 0,8 | 0,8 | 0,8 | 0,8 | 1 | 1 | 1 | 1 |
| นาที | 0,15 | 0,15 | 0,2 | 0,2 | 0,2 | 0,2 | 0,3 | 0,3 | 0,3 | 0,3 | |
| ดา | สูงสุด | 4,1 | 15,7 | 20,2 | 24,4 | 30,4 | 36,4 | 42,4 | 48,6 | 56,6 | 67 |
| dw | การผลิต คลาส A ขั้นต่ำ |
5,07 | 19,64 | 25,34 | 31,71 | - | - | - | - | - | - |
| การผลิต คลาส B นาที |
4,95 | 19,15 | 24,85 | 31,35 | 38 | 46,55 | 55,86 | 64,7 | 74,2 | 83,41 | |
| จ | การผลิต คลาส A ขั้นต่ำ |
6,58 | 23,36 | 30,14 | 37,72 | - | - | - | - | - | - |
| การผลิต คลาส B นาที |
6,44 | 22,78 | 29,56 | 37,29 | 45,2 | 55,37 | 66,44 | 76,95 | 88,25 | 99,21 | |
| k | ระบุ | 2,4 | 8,8 | 11,5 | 14 | 17 | 21 | 25 | 28 | 33 | 38 |
| การผลิต คลาส A สูงสุด |
2,525 | 8,98 | 11,715 | 14,215 | - | - | - | - | - | - | |
| การผลิต คลาส A ขั้นต่ำ |
2,275 | 8,62 | 11,285 | 13,785 | - | - | - | - | - | - | |
| การผลิต คลาส B สูงสุด |
2,6 | 9,09 | 11,85 | 14,35 | 17,35 | 21,42 | 25,42 | 28,42 | 33,5 | 38,5 | |
| การผลิต คลาส B นาที |
2,2 | 8,51 | 11,15 | 13,65 | 16,65 | 20,58 | 24,58 | 27,58 | 32,5 | 37,5 | |
| กิโลวัตต์ | การผลิต คลาส A ขั้นต่ำ |
1,59 | 6,03 | 7,9 | 9,65 | - | - | - | - | - | - |
| การผลิต คลาส B นาที |
1,54 | 5,96 | 7,81 | 9,56 | 11,66 | 14,41 | 17,21 | 19,31 | 22,75 | 26,25 | |
| ร | นาที | 0,1 | 0,6 | 0,6 | 0,8 | 1 | 1 | 1 | 1,2 | 1,6 | 2 |
| เอส | ค่าสูงสุดที่กำหนด | 6 | 21 | 27 | 34 | 41 | 50 | 60 | 70 | 80 | 90 |
| การผลิต คลาส A ขั้นต่ำ |
5,82 | 20,67 | 26,67 | 33,38 | - | - | - | - | - | - | |
| การผลิต คลาส B นาที |
5,7 | 20,16 | 26,16 | 33 | 40 | 49 | 58,8 | 68,1 | 78,1 | 87,8 | |
ผังกระบวนการ
การตีขึ้นรูปเย็น
การอบชุบ (ถ้าจำเป็น) ➨การวาดแบบมีสาย➨การตีก้อน➨การรีดเกลียว➨ทำการรักษาความร้อน (หากต้องการ) ➨ เสร็จสิ้น ➨ การบรรจุ
การตีขึ้นรูปร้อน
วัสดุตัด ➨ การตีขึ้นรูปร้อน ➨ การหมุน ➨เส้นผ่านศูนย์กลางหด (ด้ายครึ่ง) ➨รีดเกลียว ➨ ทำการรักษาความร้อน (หากต้องการ) ➨ เสร็จสิ้น ➨ การบรรจุ
เกรดผลิตภัณฑ์
304 เกรด A2-70 A2-80 316 เกรด A4-70 A4-80
Materและส่วนประกอบทางเคมีials
| องค์ประกอบทางเคมี (%) | ||||||||||
| ประเภท | ค | ศรี | Mn | ป | ส | นิ | Cr | โม | Cu | อื่น ๆ |
| ≤ | ≤ | ≤ | ≤ | ≤ | ≥ | ≥ | ≥ | ≈ | ||
| 201Cu | 0.08 | 1.00 | 7.5-10 | 0.06 | 0.03 | 4.00-6.00 น | 14.0-17.0 | 2.0-3.0 | ||
| 201 | 0.15 | 1.00 | 8.50 | 0.06 | 0.03 | 3.50-5.50 | 16.0-18.0 | N≤0.25 | ||
| 130M / 202 | 0.15 | 1.00 | 7.5-10 | 0.06 | 0.03 | 4.00-6.00 น | 17.0-19.0 | N≤0.25 | ||
| 202 | 0.15 | 1.00 | 7.5-10 | 0.06 | 0.03 | 4.00-6.00 น | 17.0-19.0 | |||
| 301 | 0.15 | 1.00 | 2.00 | 0.045 | 0.03 | 5.00-8.00 น | 16.0-18.0 | |||
| 302 | 0.15 | 1.00 | 2.00 | 0.045 | 0.03 | 8.00-10.0 น | 17.0-19.0 | |||
| XM7 (302HQ) |
0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 8.50-10.5 | 17.0-9.00 น | 3.0-4.0 | ||
| 303 | 0.15 | 1.00 | 2.00 | 0.20 | ≥0.15 | 8.00-10.0 น | 17.0-19.0 | ≤0.60 | ||
| 303Cu | 0.15 | 1.00 | 3.00 | 0.20 | ≥0.15 | 8.0-10.0 | 17.0-19.0 | ≤0.60 | 1.5-3.5 | |
| 304 | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 8.00-10.0 น | 18.0-20.0 | |||
| 304H | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 8.0-10.0 | 18.0-20.0 | |||
| 304HC | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 8.00-10.0 น | 17.0-19.0 | 2.0-3.0 | ||
| 304HCM | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 8.0-10.0 | 17.0-19.0 | 2.5-4.0 | ||
| 304L | 0.03 | 1.00 | 2.00 | 0.045 | 0.03 | 9.0-13.0 | 18.0-20.0 | |||
| 304 ม | 0.06 | 1.00 | 2.00 | 0.045 | 0.03 | 8.50-10.0 | 18.0-20.0 | |||
| 305 | 0.12 | 1.00 | 2.00 | 0.045 | 0.03 | 10.5-13.0 | 17.0-19.0 | |||
| 305J1 | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 11.0-13.5 | 16.5-19.0 | |||
| 309S | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 12.0-15.0 | 22.0-14.0 | |||
| 310S | 0.08 | 1.50 | 2.00 | 0.045 | 0.03 | 19.0-22.0 | 24.0-26.0 | |||
| 314 | 0.25 | 15. -3.0 | 2.00 | 0.040 | 0.03 | 19.0--22.0 | 24.0-26.0 | |||
| 316 | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 | ||
| 316Cu | 0.03 | 1.00 | 2.00 | 0.045 | 0.03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 | 2.0-3.0 | |
| 316L (12Ni) |
0.03 | 1.00 | 2.00 | 0.045 | 0.03 | 12.0-15.0 | 16.0-18.0 | 2.0-3.0 | ||
| 316L (10 นิ) |
0.03 | 1.00 | 2.00 | 0.045 | 0.03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 | ||
| 321 | 0.08 | 1.00 | 2.00 | 0.045 | 0.03 | 9.00-13.0 | 17.0-19.0 | Ti≤5 * C% | ||
| 410 | 0.15 | 1.00 | 0.03 | 11.5-13.5 | ||||||
| 416 | 0.15 | 1.25 | ≥0.15 | 12.0-14.0 | ||||||
| 420 | 0.26-0.4 | 1.00 | 0.03 | 12.0-14.0 | ||||||
| 410 ล | 0.30 น | 1.00 | 1.00 | 0.040 | 0.03 | 11.5-13.5 | ||||
| 430 | 0.12 | 0.75 | 1.00 | 0.040 | 0.03 | 16.0-18.0 | ||||
| 430F | 0.12 | 1.00 | 1.25 | 0.060 | 0.15 | 16.0-18.0 | ||||
| 631 (J1) | 0.09 | 1.00 | 1.00 | 0.040 | 0.03 | 6.50-8.50 น | 16.0-18.0 | อัล 0.75-1.5 | ||
| 2520 | 0.08 | 1.00 | 2.00 | 0.035 | 0.03 | 19.0-22.0 | 24.0-26.0 | |||
การบรรจุ
QBH BULK
20-25KG / หีบ 36CTNS / PALLET
20-30KG / BAGS, 36BAGS / PALLET
หนึ่งตัน / กล่อง
50 กก. / กลองเหล็ก 12 เหล็กกลอง / พาเลท
QBH บรรจุภัณฑ์ขนาดเล็ก
บรรจุในกล่องขนาดเล็กตามความต้องการของลูกค้า
บรรจุในถุงพลาสติกตามความต้องการของลูกค้า
ประเภท QBH PALLET
พาเลทไม้อัดแข็ง
ยูโรพาเลท
สาม SPLINT PALLET
กล่องไม้
ข้อดีของ QBH
การประยุกต์ใช้ผลิตภัณฑ์
DIN 933 เป็นสกรูรูปหกเหลี่ยมผลิตจากเหล็กสลักเกลียวเมตริกเกรด 10.9 ผลิตโดยใช้วัสดุสลักเกลียว DIN 933 เช่นเหล็กกล้าคาร์บอนปานกลางโลหะผสมเหล็กกล้าคาร์บอนปานกลางหรือเหล็กกล้าคาร์บอนโบรอนต่ำเพื่อให้มีคุณสมบัติเป็นสลักเกลียว DIN 933 เกรด 10.9 เมตริกการจัดสรรจะต้องได้รับการประมวลผลทั้งการชุบและการแบ่งเบาบรรเทาโดยปกติแล้วไฟล์สลักเกลียว DIN 933 10.9 ใช้ในงานสลักชิ้นส่วนขนาดใหญ่และปลอมแปลงและอุตสาหกรรมยานยนต์ด้วย

